联系电话:15990533396 许经理
联系电话:15257856976 黄小姐
工厂地址:宁波市镇海区通和路38号
1.双壁螺旋式风管加工一般规定
中间隔热板选用厚薄为25mm.密度为32kg/m3的玻璃棉板做保温隔热隔音,外边层贴碳化无防布。内实木多层板为0.55mm厚的破孔镀锌板,破孔率要在百分之二十30以上。表面螺旋风管镀锌板为热镀锌,其表面镀锌板厚度同单壁螺旋风管要求。
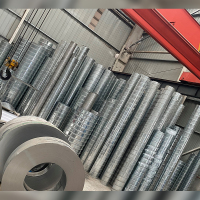
2.单壁螺旋式风管加工
真皮表带铁架子上用上上盘的薄钢带,薄钢带依据断掉与电焊机电焊焊接机构进到抑制成形工作上一部分,济南市风管加工成形工作上头(专用模貝)使通风风管依照规范的管经锁缝成形。成形螺旋焊管沿成品架不断生产制造,向前提升,移动锯根据所需规格型号获取卷好的环状螺旋式通风 管道。接着从成品铁架子上卸除放进成品区,按系统编好号。
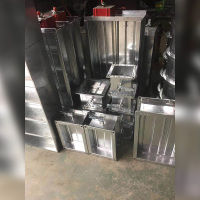
3.螺旋式风管加工连接要求
双壁螺旋风管直徑<650Mm选用工业设备活套法兰,直徑≥650Mm选用角钢活套法兰。单壁螺旋风管直徑≤600Mm选用芯管接灯线加自攻螺丝接口标准,直徑>600Mm选用角钢活套法兰。
相关风管加工原材料如何判断
镀锌板咬接,碳钢板在切料的过程中必需的进行角方.线平.等分控制;通风风管要求负偏差。通风风管和零配件表面务必保持平整状况,咬口缝务必紧密联系,此外保证总宽处于均匀状况。电焊焊接务必做好外观的检查工作上,防止出现出出气孔.沙孔.焊疤.裂缝等缺陷,开展电弧焊接电焊焊接后务必改正碳钢板的变形。